
Material preparation
Our ceramic materials are manufactured from natural raw materials, which are sourced from high quality sources worldwide. Before further processing raw materials are stored at our new raw material warehouse.
By wet milling process in ceramic ball mills (batch sizes from 50 to 5000 kg) aqueous suspensions are made. After wet milling, dehydration follows in two possible ways:
- filter pressing is a mechanical dewatering process. The filter chambers are covered by filter clothes which remove water from solid phase.
- spray drying: aqueous suspension is pumped through nozzles, water is removed by hot air. Ceramic granulate is a product of spray drying. Two spray dryers are used, with capacity of more than 1.400 kg/h.
Our material preparation process meets the requirements of environmental standard ISO 14001 and IPPC directive. Our dust emissions from spray dryers are very low due to efficient dry bag filters. We recycle process waste water wherever possible. Central cleaning station (with both technological and biological function) is assuring that clean water exits back to our environment.
Next phase before the production is mixing/homogenisation.

Pressing
Pressing is a forming process where ceramic granulate is pressed in steel moulds, on mechanical and hydraulic presses. Two ranges of granulate water content are possible:
- dry pressing, water content round 2 %,
- wet pressing, water content round 15%.
Extrusion
Extrusion technology is suitable for manufacturing rotationally symmetric products; length up to 1000 mm is possible. Water content of the "plastic" material is round 18 to 20 %. Auger type extruder machines are used, with de-airing option.

Glazing
Glaze is protecting the surface of ceramic products and is used mostly in the field of fuses and insulators. Both spraying and immersion technologies are used. White, brown and sky-blue colours are available.

Sintering
Silicate ceramics is sintered in the presence of liquid phase. During sintering both chemical and physical changes are made in the materials, while products are reaching their final shape and strength.
Temperature range of sintering is 1300 degrees C in periodic type kilns using natural gas. Gas emissions to the atmosphere are very low due to efficient thermal afterburning system. Products from alumina oxide are sintered in special kilns in temperature about 1750 degrees C.

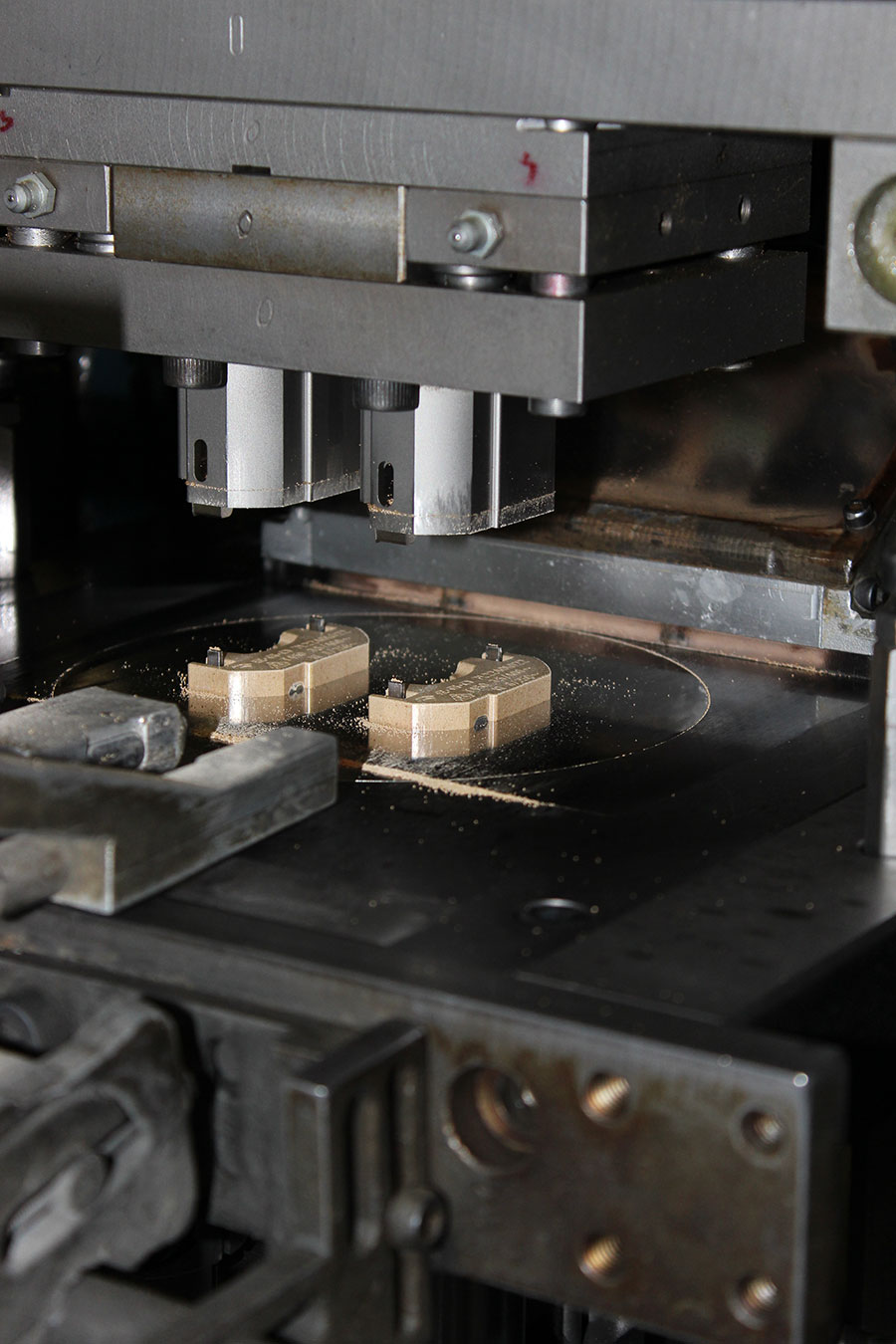
Machining operations
Ceramic products can be additionally machined: in green condition (before sintering) or after final sintering.
All extruded products are machined after sintering, using diamond tools. Cutting and grinding operations are the most common, centerless grinding and surface finishing is also possible.


